全國谘詢熱線(xiàn)
186-7652-6988
歡迎光臨佛山市天美传媒在线(yà)鋁業(yè)有限(xiàn)公司官方網站!

全國谘詢熱線(xiàn)
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵(yóu) 箱:874514218@qq.com
網 址(zhǐ):www.saga3.net
地(dì) 址:佛山市南(nán)海區獅山鎮山南工業區北區一路一排3號
在進行工業(yè)鋁型材噴塗(tú)環節時,要注意以下這些(xiē)細節的處理,後期可(kě)以延長(zhǎng)使用壽(shòu)命。
1、在正式噴粉之前,可以試(shì)噴幾(jǐ)次,這個(gè)時候(hòu)可以在噴房(fáng)的兩端觀(guān)察粉量大小還有粉末分布的均勻程度。
2、這個時候的粉末在距離噴爪端頭10cm以內部分沿直線(xiàn)運行,以外的部(bù)分(fèn)則是以霧化粉的形式存在,
3、吸附在型材表麵的粉末其(qí)實就是這種霧化效果的粉末,
4、是不是(shì)存在這種霧化(huà)效果的粉末是作為控製噴爪與型材之間距離的標準。
5、兩端掛(guà)放的夾具(jù)應保證它(tā)能承受相(xiàng)當重量的壓(yā)力;
6、中間部位使用(yòng)的夾具在製作(zuò)及使用(yòng)的過程(chéng)中應當盡量(liàng)減少夾具和型材外表麵接觸點的大(dà)小,

7、並且要及時對當(dāng)中豎向(xiàng)放置的掛杆部位進行補粉,型材的掛具中(zhōng)的掛放位置也應遵循相應的原則。
8、前處理工序主要是為了脫脂和鉻化,原料(liào)消耗比較(jiào)低。
9、前處理過程中我(wǒ)們為了提高生產的效率,大多數鋁型材廠家會為了減(jiǎn)少烘幹的能耗而采用較大的料架,盡可能的多裝(zhuāng)一些待處理的型材。
10、然而這對(duì)於一些質地比較軟(ruǎn)的型材,就需要多(duō)在型材中間位置(zhì)放橫杆,讓凹槽部分盡量的向上放置,這也有利於水份(fèn)的蒸發。
11、當烘(hōng)幹結束後,如果還有水份殘留(liú),而我們又為了(le)避免破壞型材表麵(miàn)的硌化膜還有溫度過高時型材容易產生變形,不應該再放入爐內烘烤的時候,我們則可以(yǐ)用涼幹或者用氣槍吹幹的方(fāng)法。
12、另外(wài)型材出入各槽以及在滴(dī)幹的過程中,必須保持適當的傾斜角度,但是這樣也容易(yì)造成部分的型材滑落,所以應該采(cǎi)用在料架某一端頭部分捆綁一塊不鏽鋼絲網作(zuò)為預防措施。
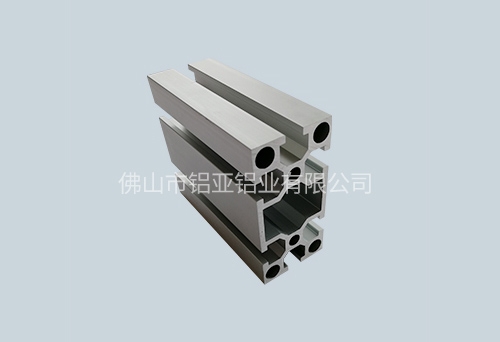
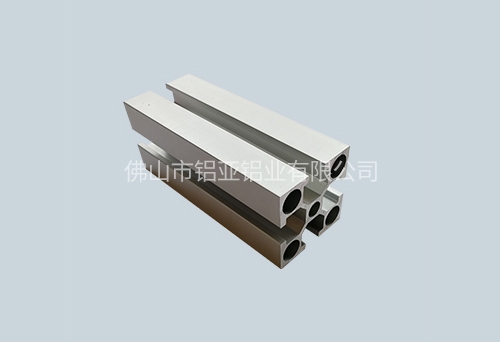
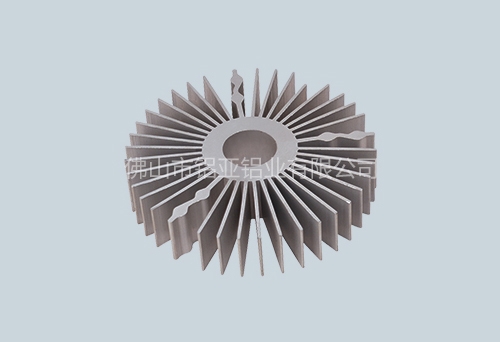
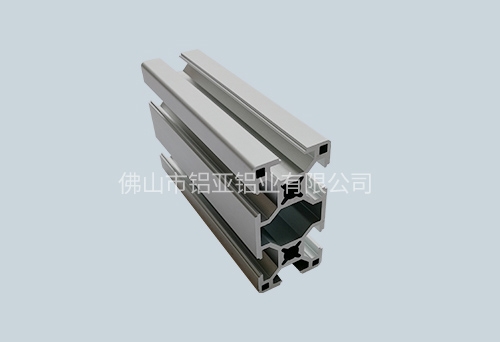
佛山市天美传媒在线鋁(lǚ)業有限公司(sī)擁有精密生產加工設備(bèi),一係列擠壓、氧化、電熔、噴塗設備,以及數 控衝壓和鋸切等CNC深加工自動化機械,遵(zūn)循生產標準,嚴選原料,專業把控,品質有保障。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵(yóu)箱:874514218@qq.com
郵(yóu)箱:874514218@qq.com
![]() 地(dì)址:佛山市南海區獅山鎮山南工(gōng)業區北區一路一排3號
地(dì)址:佛山市南海區獅山鎮山南工(gōng)業區北區一路一排3號

(掃一掃 關注官方微信)