壓鋁型材")
全國谘詢熱線
186-7652-6988
歡迎光臨佛(fó)山市天美传媒在线鋁業(yè)有限公司官方網站!

全國谘詢熱線
186-7652-6988

聯係人:徐總
手 機:18676526988
電 話:0757-63222898
郵 箱:874514218@qq.com
網(wǎng) 址:www.saga3.net
地 址:佛山市南海區獅山鎮(zhèn)山南工業區北區一路一排3號
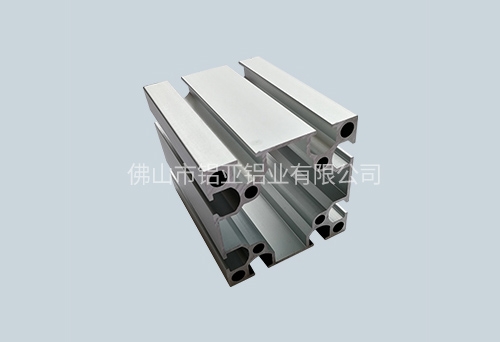
擠壓鋁(lǚ)型材的斷麵形狀分為三大類:
一、實體斷麵:產品成本低,模具成(chéng)本低;
二、半(bàn)中(zhōng)空斷麵:模具易磨損和斷裂,產品成本和(hé)模具成本高;
三、中空斷麵:產品成本和模具成本高,多孔產品模具(jù)成本高;
1、避免非(fēi)對稱和不平衡的(de)斷麵
非對稱和不(bú)平衡的斷麵形(xíng)狀增加擠壓生產的複雜(zá)程度,同時容易發生質量問題,
如尺寸精度很難保證、平整度(dù)很難保證(zhèng)、零件在中心(xīn)發生(shēng)翹曲、生產效率低、大批(pī)量生產時模具易磨(mó)損。
如果鋁擠壓件的斷麵形狀越(yuè)不對稱或不平衡,越難保(bǎo)證直線度、角度以及其它尺寸精度(dù)。
盡管(guǎn)不對稱和不平衡的形狀可以生產,但是在(zài)擠壓加工(gōng)時,
金屬不(bú)太容易流(liú)入狹窄和不規則的區(qū)域(yù),於是(shì)容易(yì)產生變形或其它質量問題。
另外,即使可以擠壓出(chū)非對稱和不平衡的的形狀,那麽由於擠壓速度較慢。
需要(yào)以(yǐ)較慢的速度推動金屬通過模具以避免斷裂(liè),模具加工成本和生產成本較高也(yě)就不足為奇了。
擠壓件斷麵中側邊和通道的數量越多,精度也就越低,成本也就越(yuè)高。

2、斷麵形狀越簡單越好
有的產品設計(jì)工程師通常在一(yī)個鋁擠(jǐ)壓件中設計過多的特征,
雖然鋁擠壓件的獨特優勢就是在斷麵中加入孔、槽或螺釘凸台,
但(dàn)它會導致非常複雜(zá)的(de)模具設計、或者根本不可(kě)擠壓,生產(chǎn)成(chéng)本非常高(gāo)。
當擠壓件的斷(duàn)麵(miàn)過於複雜(zá)時,可(kě)以考慮使用兩個或多個(gè)零件進行擠壓。
3、多孔中空斷(duàn)麵優化為單孔中(zhōng)空斷麵
通過把多孔中空斷麵優化為單孔中空斷(duàn)麵,可以簡化模具結構和成本。
4、中空斷麵優化為半中空(kōng)斷麵
通過把中空斷麵優化為半中空(kōng)斷麵,可以簡化模具結構(gòu)和(hé)成本。
5、半中空斷麵優(yōu)化為實體斷(duàn)麵(miàn)
通過把半中空斷麵(miàn)優化為實體斷麵,可以簡化(huà)模具結構和成本。
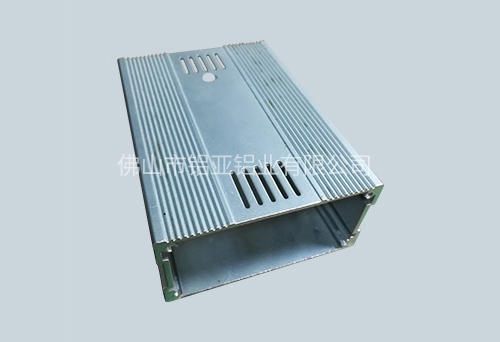
6、避免多孔的斷麵形狀
多孔的端(duān)麵,可以通過設計優化(huà),以(yǐ)降低模具成本和(hé)加(jiā)工生(shēng)產(chǎn)難度。
7、使用(yòng)多孔中空斷麵
規則是用來打破的,盡管多孔中空斷麵存(cún)在著(zhe)模具複雜,加工(gōng)困(kùn)難等(děng)問題。
但是有些時候,使用多孔中空斷(duàn)麵是一個更好的選擇。
![]() 手機:186-7652-6988
手機:186-7652-6988
![]() 座機:0757-6322-2898
座機:0757-6322-2898
![]() 郵箱:874514218@qq.com
郵箱:874514218@qq.com
![]() 地址:佛山市南海區獅山鎮山南工業區北區(qū)一路一排3號(hào)
地址:佛山市南海區獅山鎮山南工業區北區(qū)一路一排3號(hào)
型材(cái)")
(掃一掃 關(guān)注官方(fāng)微信)